

第一章 总则
1.1 制度目的
本制度旨在规范工厂物料领用与退回的全流程管理,通过标准化作业程序,实现:
-
物料流转的可控性与可追溯性
-
生产需求与物料供应的精准匹配
-
库存损耗的有效控制
-
生产成本的科学管控
1.2 适用范围
适用于工厂所有生产物料(含原材料、辅料、半成品)的领用、退回及异常处理。
1.3 管理原则
-
计划性原则:所有物料领用必须基于生产计划
-
限额原则:严格执行定额领料制度
-
及时性原则:异常物料需在24小时内完成退料手续
-
责任到人原则:各环节需明确责任人并签字确认
第二章 领料管理制度
2.1 领料计划管理
-
生产部门需提前48小时提交领料需求
-
紧急领料(<4小时)需经生产副总特批
-
周领料计划准确率纳入部门KPI考核
2.2 领料单证规范
| 要素 | 填写要求 | 审核要点 |
|---|---|---|
| 物料编码 | 必须与系统一致 | 与BOM比对 |
| 规格型号 | 完整技术参数 | 技术部确认 |
| 领用数量 | 不得超过定额110% | 计划量对比 |
| 用途说明 | 具体生产订单号 | 订单有效性 |
2.3 领料作业流程
-
需求发起:生产班组长发起领料申请
-
三级审批:
-
车间主任审核必要性
-
计划部核对生产计划
-
仓储部确认库存可用量
-
-
实物交接:
-
双人核验制度(仓管员+领料员)
-
现场扫码确认
-
签收即时系统过账
-
2.4 超限额领料控制
-
超10%需附《异常说明报告》
-
超20%需启动根本原因分析(RCA)
-
连续3次超领需重新核定物料定额
第三章 退料管理制度
3.1 退料分类标准
| 类型 | 判定标准 | 处理时限 |
|---|---|---|
| 良品退料 | 未拆封/未使用 | 72小时内 |
| 不良品退料 | 有质量缺陷 | 24小时内 |
| 废料 | 无使用价值 | 周清制度 |
3.2 退料质量鉴定
-
设立QA退料检验专岗
-
建立退料质量缺陷代码体系
-
供应商责任退料需附8D报告
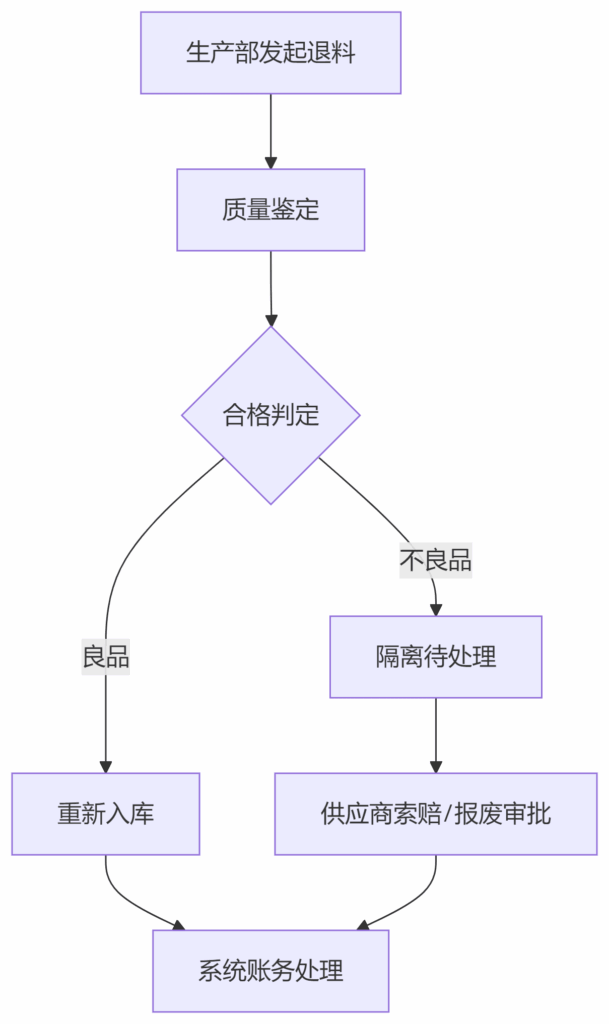
3.3 退料处理流程
3.4 退料数据分析
-
月度退料分析报告需包含:
-
退料率趋势分析
-
主要退料原因帕累托图
-
改进措施跟踪表
-
第四章 监督与考核
4.1 关键绩效指标
-
领料单证差错率<0.5%
-
退料处理及时率100%
-
定额领料符合率≥95%
4.2 稽核机制
-
每日随机抽检3%领退料单据
-
每周现场盘点重点物料
-
每月开展流程穿越测试
4.3 奖惩措施
-
连续3月无差错的班组给予物料节约奖
-
重大单据差错纳入员工绩效档案
-
系统性流程问题启动PDCA改进
第五章 附则
本制度自发布之日起执行,由仓储部负责解释与修订。原有相关规定同时废止,未尽事宜按工厂相关管理制度执行。
附件:
-
领料单标准模板
-
退料申请审批流程图
-
物料异常代码对照表
-
退料区管理规范
本制度将通过数字化系统(ERP/WMS)落地实施,确保流程执行的可视化与数据化,为工厂精益生产提供可靠的物料保障体系。

没有回复内容